
钛合金板是常用的金属材料,耐腐蚀性、高比强度、良好的热稳定性等特点,被广泛应用于航空航天、船舶制造、医疗器械等领域,钛合金板是如何生产出来的?钛合金板轧制是一个重要过程。
钛合金板轧制是通过轧机对钛合金坯料进行连续压缩变形,使其成为具有所需厚度和宽度的板材的过程,就相当于压面机一样,在北方的同学可以脑补一下压面机压面的过程。

依据轧机设备情况、生产量及对产品质量的要求,多数钛材生产企业采取的钛合金板带的生产工艺流程为:初轧或锻造板坯一表面处理一热轧一退火一酸洗一轧制一真空退火一成品剪切一钛板或钛卷。其中热轧阶段多采用多火次多道次可逆轧制。该阶段工艺制度的制定主要包括坯料设计、压下制度、速度制度、温度制度等几个方面。
1、坯料准备
纯钛及低合金化合金牌号可用模锻、轧坯或扁锭形式供坯,高合金化合金牌号仍需进行自由锻。板坏厚度由成品厚度及轧制工席所要求的总压下率及轧机能力、开口度等确定,板坏宽度取决于成品宽度,板坏长度受熔炼、锻造设备及加热炉等限制。

2、压下制度
压下制度的内容包括轧制火次、轧制方式、各火次轧制道次数及道次压下量(率)等。由于钛合金轧制温度窗口窄,其轧制过程往往需要 2~3 个火次(最多不超过 4个火次)来完成。轧制火次数主要根据母板及坯料尺寸,轧制材料所允许的总加工率确定。

(1)总加工率:影响总加工率的有金属塑性、板坯质量和轧机能力等,通常情况下,应尽量采用较大的总加工率。TC4 一个火次总变形率一般不超过 75%。
(2)道次压下率:纯钛具有较好的工艺塑性,最大道次压下率可达 40%,而 TC4等高合金化板坯工艺塑性较差,道次压下率一般不应超过 30%。

(3)轧制方式:目前在钛合金生产中,通过换向轧制来改善板坯热轧性能、控制产品横纵向力学性能差异。相关研究及各向异性轧制实验表明,横轧与纵轧阶段总压下率相当时,产品各向异性控制地比较理想。故建议横轧阶段加工率占总加工率的 30%~50%。对于一个火次内采用横纵轧方式生产时,横轧(4)道次压下率分配:道次压下量分配的总体原则是由小变大,由大再变小。厚板坯(180mm 以上)在咬入阶段,压下率一般不超过 20%。为了控制成品尺寸精度,最后几个道次一般采取小压下率。因此在咬入条件限制消除后,在温升不超过相变点的前提下应尽量提高压下率,为最后几个道次提供充足的调整空间和工艺温度。

采用轧机能力越大,道次压下率越大,但必须限制在板坏塑性允许范围内。
3、温度制度
温度制度包括开轧温度、道次轧制温度、终轧温度等,也包括轧制延续时间、间隙时间等。从相变和再结晶角度,TC4 的热轧最大温度范围为 750~990℃,结合 TC4 热加工图其热轧温度范围尽量保持在 800~950℃之间。在实现轧机辊缝调整、轧机反向启动、轧件回送等动作的前提下,道次间隙时间一般尽量短,然而在变形量大、轧件心部温升较大、表面心部温差较大时,可通过适当延长道次间隙时间,使轧件温度趋于均匀。

4、速度制度
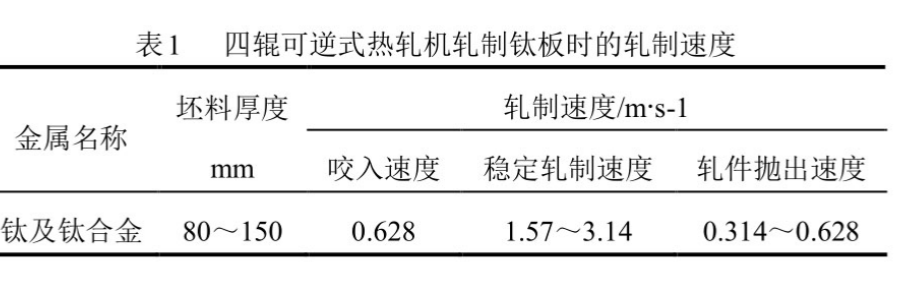
速度制度包括各道次轧制时的咬入速度、抛出速度、稳定轧制速度等。开轧阶段,为防止咬入造成闷车、断辊等事故,同时避免变形温升过大,一般采用低速1~1.5m/s。在中间轧制阶段,随着轧件的减薄可提高轧制速度,但轧制速度一般不超过3m/s。某厂 1200mm 四辊可逆式热轧机轧制钛及钛合金板材时,所采用的轧制速度见表1。
5、轧制规程制定
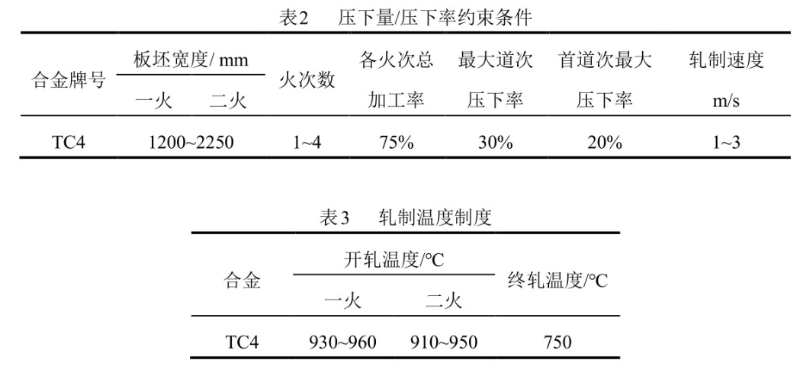
根据轧机机组配置情况可对轧制力、轧制力矩、电机功率、轧制速度上限等条件进行判断。轧制初始温度、终轧温度、压下率等工艺参数的确定与材料特性密切相关。表2为TC4钛合金的压下量/压下率的约束条件。表3给出 TC4 钛合金的轧制温度范围及推荐的温度制度。
 +86-0917-3217876
+86-0917-3217876
 +86-18292732691
+86-18292732691
 陕西省宝鸡市渭滨区宝钛路中段28号
陕西省宝鸡市渭滨区宝钛路中段28号
 marketing@ymdtitanium.com
marketing@ymdtitanium.com
 www.ymdtitanium.com
www.ymdtitanium.com








 English
English 简体中文
简体中文
 +86-18292732691
+86-18292732691
 marketing@ymdtitanium.com
marketing@ymdtitanium.com
 zyh2968808781
zyh2968808781
 +86 18292732691
+86 18292732691
 .cid.c2926762da5ad6cf
.cid.c2926762da5ad6cf
